无锡欧力威机械制造有限公司
地 址:无锡市惠山区阳山镇陆区天顺路12号
邮 编:214156
电 话:0510-83959900
传 真:0510-83952786
手机:杨建平 139 5150 9790
杨 俊 139 2139 0298
Email:young880@163.com
网 址:www.wxolw.cn
今日,由无锡欧力威机械制造有限公司为您多方面具体介绍一下模压机的工艺流程是怎样的?
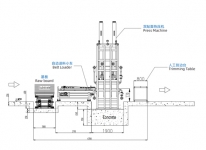
模压机的工艺流程

1)加料:依照需要往模具内参加规定量的资料,而加料的多少直接影响着制品的密度与尺度等。加料量多则制品毛边厚,尺度准确度差,难以脱模,并可能损坏模具;加料量少则制品不严密,光泽性差,乃至形成缺料而产生废品。
(2)闭模:加料完后即便阳模和阴模相闭合。合模时先用快速,待阴,阳模快接触时改为慢速。先快后慢的操作方法有利于缩短非生产时刻,防止模具擦伤,避免模槽中质料因合模过快而被空气带出,乃至使嵌件位移,成型杆遭到损坏。待模具闭合即可加大压力对质料加热加压。
(3排气:模压热固性塑料时,常有水分和低分子物放出,为了排除这些低分子物、挥发物及模内空气等,在塑料模的模腔内塑料反响进行至恰当时刻后,可卸压松模排气一很短的时刻。排气操作能缩短固化时刻和进步制品的物理机械功能,避免制品内部呈现分层和气泡;但排气过早、早晚都不行,过早达不到排气目的;过迟则因物料外表已固化气体排不出。
(4)固化:热固性塑料的固化是在模压温度下坚持一段时刻,使树脂的缩聚反响达到要求的交联程度,使制品具有所要求的物理机械功能为准。固化速率不高的塑料也可在制品可以完整地脱模时固化就暂告结束,然后再用后处理来完结全部固化过程;以进步设备的利用率。模压固化时刻一般为保压保温时刻,一般30秒至数分钟不等,多数不超过30分钟。过长或过短的固化时刻对制品的功能都有影响。
(5)脱模:脱模一般是靠顶出杆来完结的。带有成型杆或许某些嵌件的制品应先用专门工具将成型杆等宁脱,然后进行脱模。
(6)模具吹洗:脱模后,一般用压缩空气吹洗模腔和模具的模面,如果模具上的固着物较紧,还可用铜刀或铜刷整理,乃至需要用抛光剂刷等。
(7)后处理:为了进一步进步制品的质量,热固性塑料制品脱模后也常在较高温度下进行后处理。后处理能使塑料固化愈加的完全;一起削减或消除制品的内应力,削减制品中的水分及挥发物等,有利于进步制品的电功能及强度

上述就是由无锡欧力威机械制造有限公司为您多方面具体介绍的关于模压机的工艺流程的全部内容,如有任何疑问,欢迎随时前来咨询!